導入事例 高精度輪郭制御のパラメータ調整|加減速制御のパラメータ調整で仕上面品位が向上

兵庫県に本社を置くS社で、マシニングセンタの加減速制御パラメータを調整して加工面品質の改善を行いました。
■お客様:兵庫県S社
■業種:木型/モデル加工
■設備機械:SHINX社製 5軸門形マシニングセンタ
■制御装置:FANUC Series 18i-MB5
加減速パラメータの調整で高速加工時の機械振動を低減
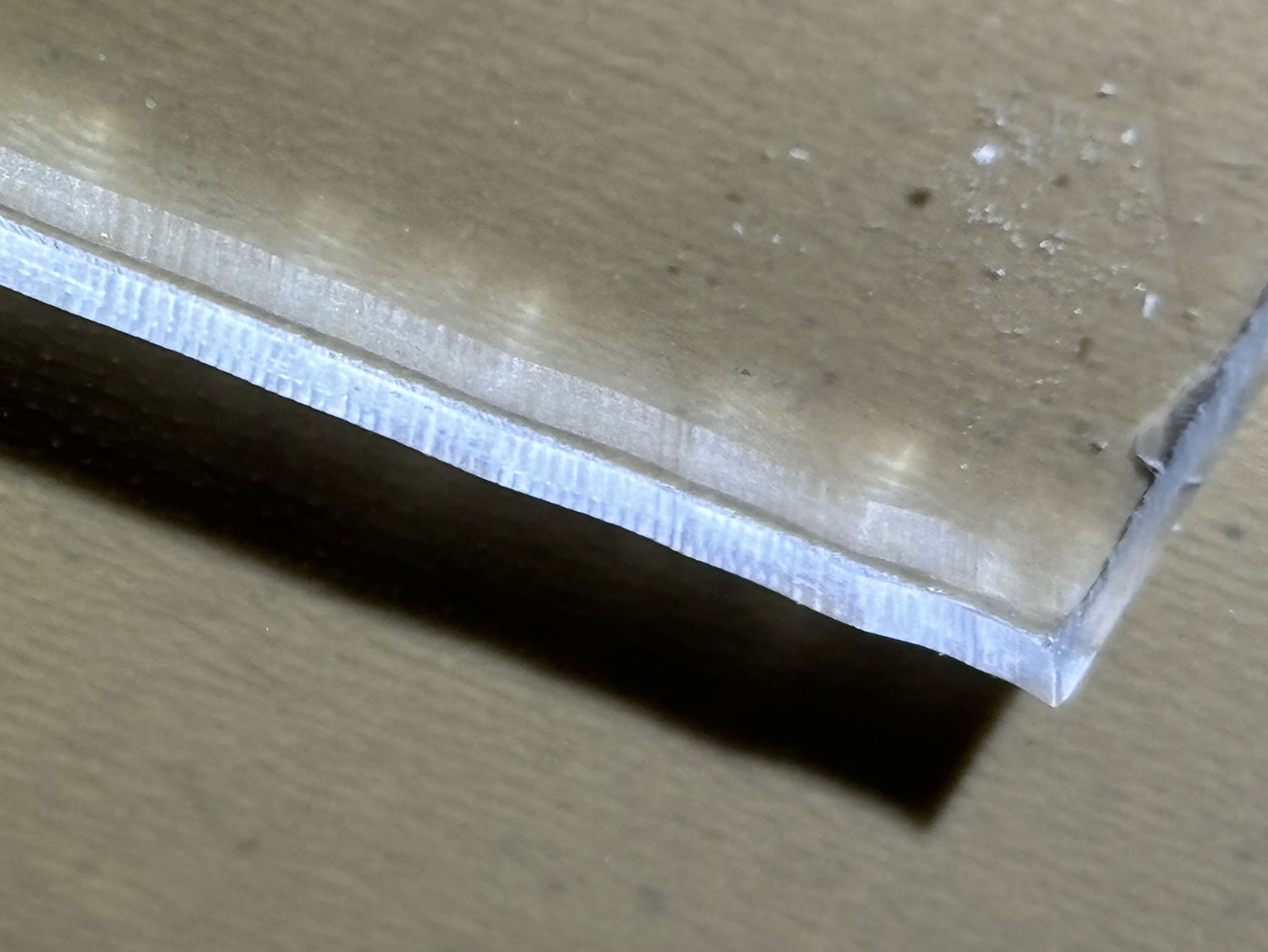
アクリル板加工において機械の振動が面品位を低下させていました。この部品に要求される寸法精度は高くないものの、目につきやすい部位であるため、面品位の改善が求められていました。加減速制御のパラメータは数多くありますが、その中でも要になるパラメータを紹介します。
N1768 高精度輪郭制御中の補間後加減速の時定数 [msec]
この設定値を大きくすると加減速が緩やかになり、加減速のショックや振動が抑えられる。その一方で補間指令に対する追従が緩慢になるため、鋭角なコーナ形状が失われる。加減速のショックと形状精度のバランスを考慮する必要がある。
N8401 補間前直線加減速の時定数 [msec]
この設定値を大きくすると補間前加減速が緩やかになり、加減速のショックや振動が抑えられる。また補間前の加減速なので鋭角なコーナ形状が失われることはない。補間前加減速を使用すると補間後加減速時定数を小さくできるので、加減速のショックを抑え、かつ鋭角なコーナ形状を保つことが可能になる。一方でサイクルタイムが長くなるため、加減速のショックとサイクルタイムのバランスを考慮する必要がある。
N8410 コーナ許容速度差 [mm/min]
ブロックのつなぎめでの軸ごとの速度成分の変化が、設定値を超えないように減速する。この設定値を小さくすると、ブロックのつなぎめでのショックや振動が抑えられる。一方でサイクルタイムが長くなるため、ブロックのつなぎめでのショックとサイクルタイムのバランスを考慮する必要がある。
N8470 許容加速度を決める時定数 [msec]
この設定値を大きくすると、許容加速度が小さくなり、ショックや振動が抑えられる。一方でサイクルタイムが長くなるため、ショックとサイクルタイムのバランスを考慮する必要がある。
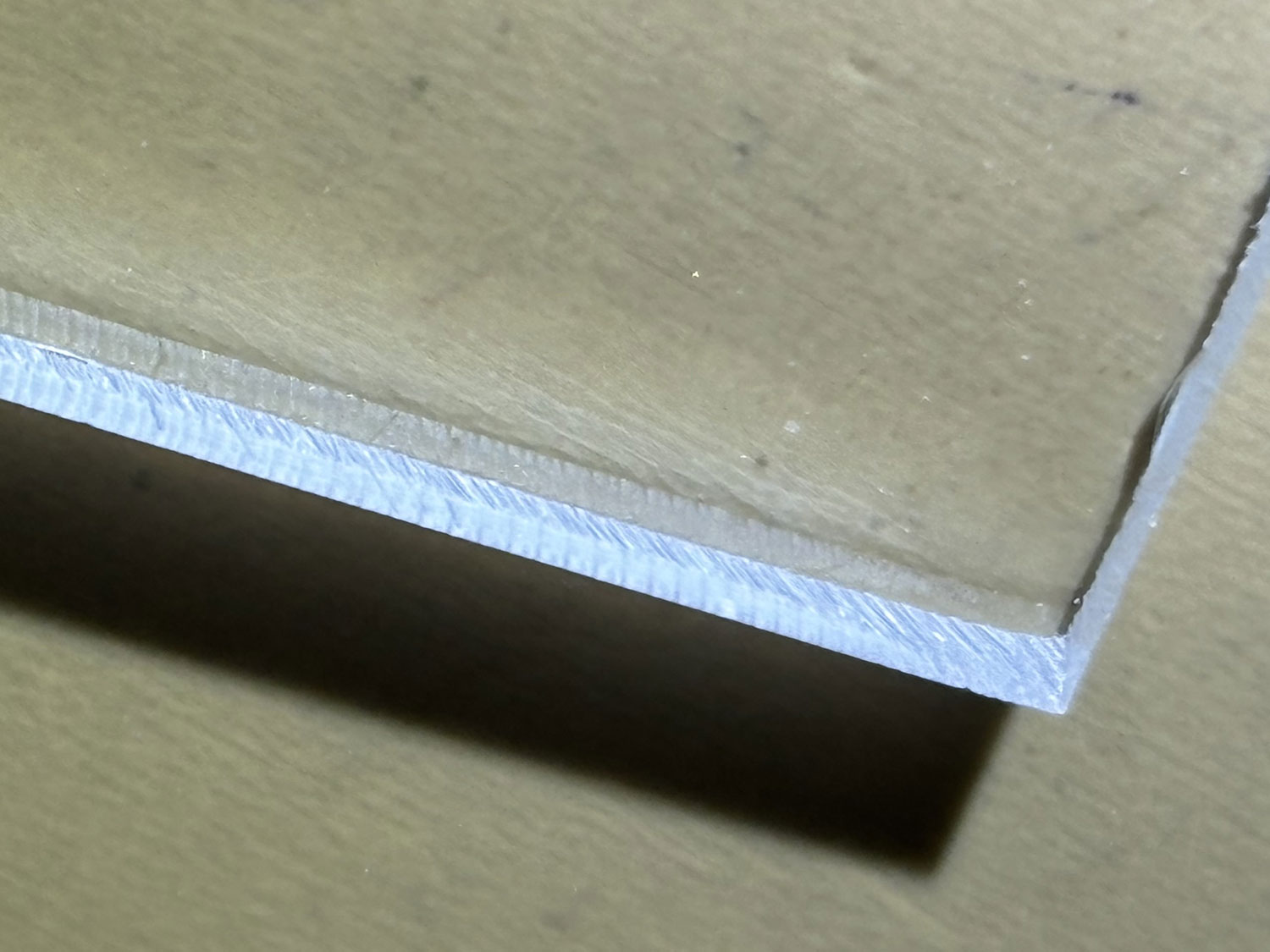
<調整結果>
高精度輪郭制御の加減速パラメータを調整することで、加減速のショックや振動が抑えられ、凸凹の大きかった加工面を滑らかにすることができました。
ボール計測マクロ、5軸マシニングセンタの心出し、誤差補正でお困りの方は、お電話またはフォームからお問い合わせください。

- tel:0594-84-7378(平日 午前8時〜午後5時)
- お問い合わせフォーム
お急ぎの方、文章では説明しにくい、何をどう説明すれば良いか分からないという方はお電話がおすすめです。「ウェブで見たボール計測について聞きたい」と言っていただければOKです。精度不良、工数短縮でお困りの方、お問い合わせお待ちしております。
 基準球・基準ボールをお探しの方
基準球・基準ボールをお探しの方 タッチプローブ計測用基準リング
タッチプローブ計測用基準リング 5軸機の心出し計測・精度向上
5軸機の心出し計測・精度向上