傾斜プローブ計測(斜め穴計測)
〜門型5軸機で側面や斜め穴の計測が可能、タッチプローブの姿勢を変えても高精度な計測ができる〜
傾斜プローブ計測とは
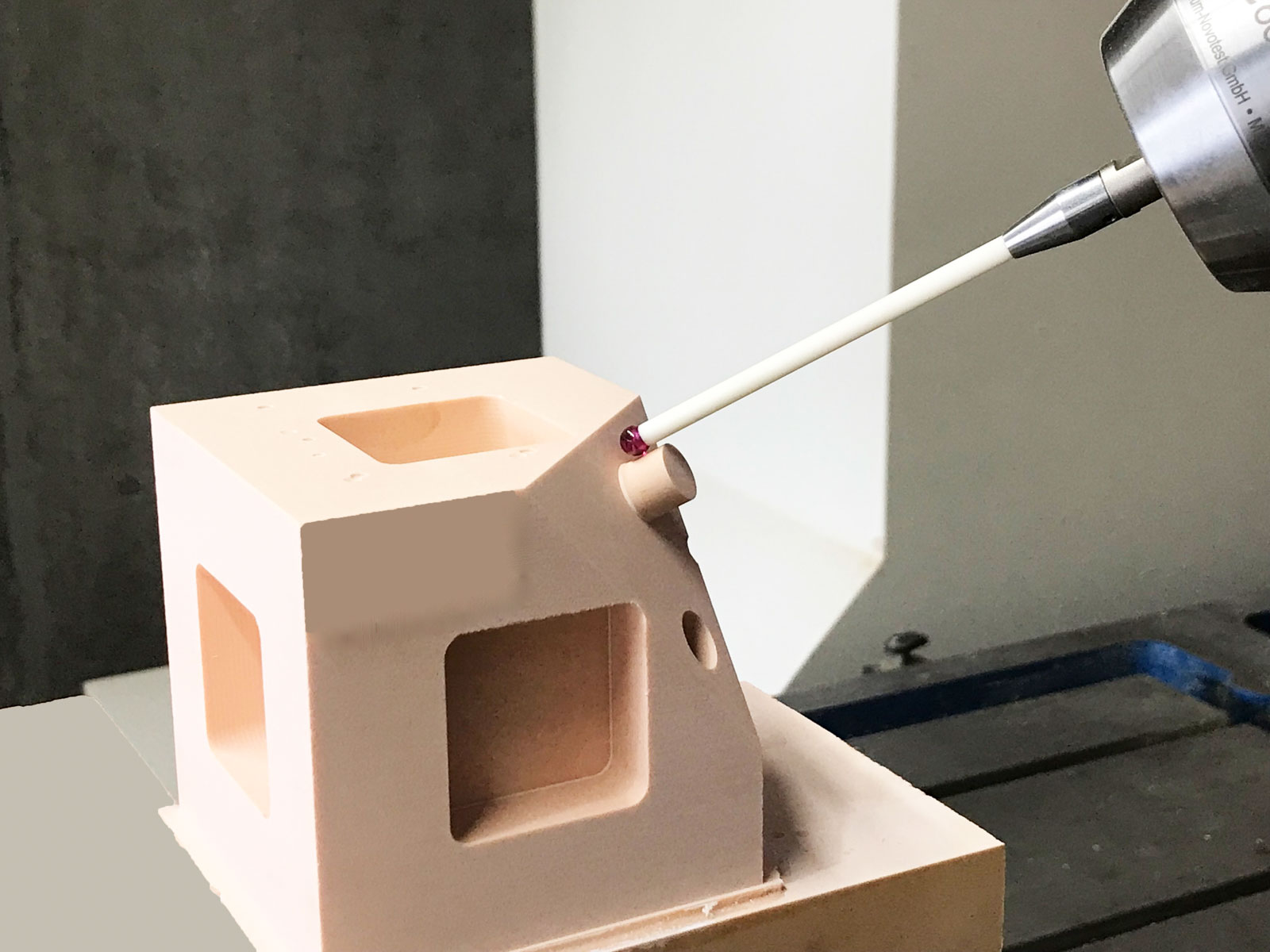
工具を傾斜旋回させる回転軸を持つ5軸マシニングセンタで、タッチプローブを傾斜させてワーク計測をする方法です。門型5軸機などでワーク側面の計測や、斜め穴の計測が可能になります。
傾斜計測の利点
プローブから見て測定点が陰になるアンダーカット部や、斜め穴等は通常、スタイラスが測定点に届かないので測定できませんが、プローブを傾斜させると計測できる様になります。例えば傾斜穴の内径や、傾斜円柱の外径を計測する事ができます。
傾斜計測の欠点
しかしプローブを傾斜させた場合、傾斜旋回軸の誤差によって正確な計測ができない事があります。
例えば傾斜回転軸の誤差がある機械で工具を傾斜させて穴加工をした場合、穴位置がねらい位置からずれてしまいます。その穴位置を計測するためにプローブを傾斜させると、工具の位置がずれたのと同様にプローブの位置もずれるので、計測結果に穴位置のずれが現れないという現象が起きます。
この様な理由で、5軸マシニングセンタでのプローブ計測は、傾斜旋回軸を原位置(0°)に固定して行うのが一般的です。それでは傾斜計測の精度を上げるにはどうすればよいのでしょうか。
傾斜計測の精度向上
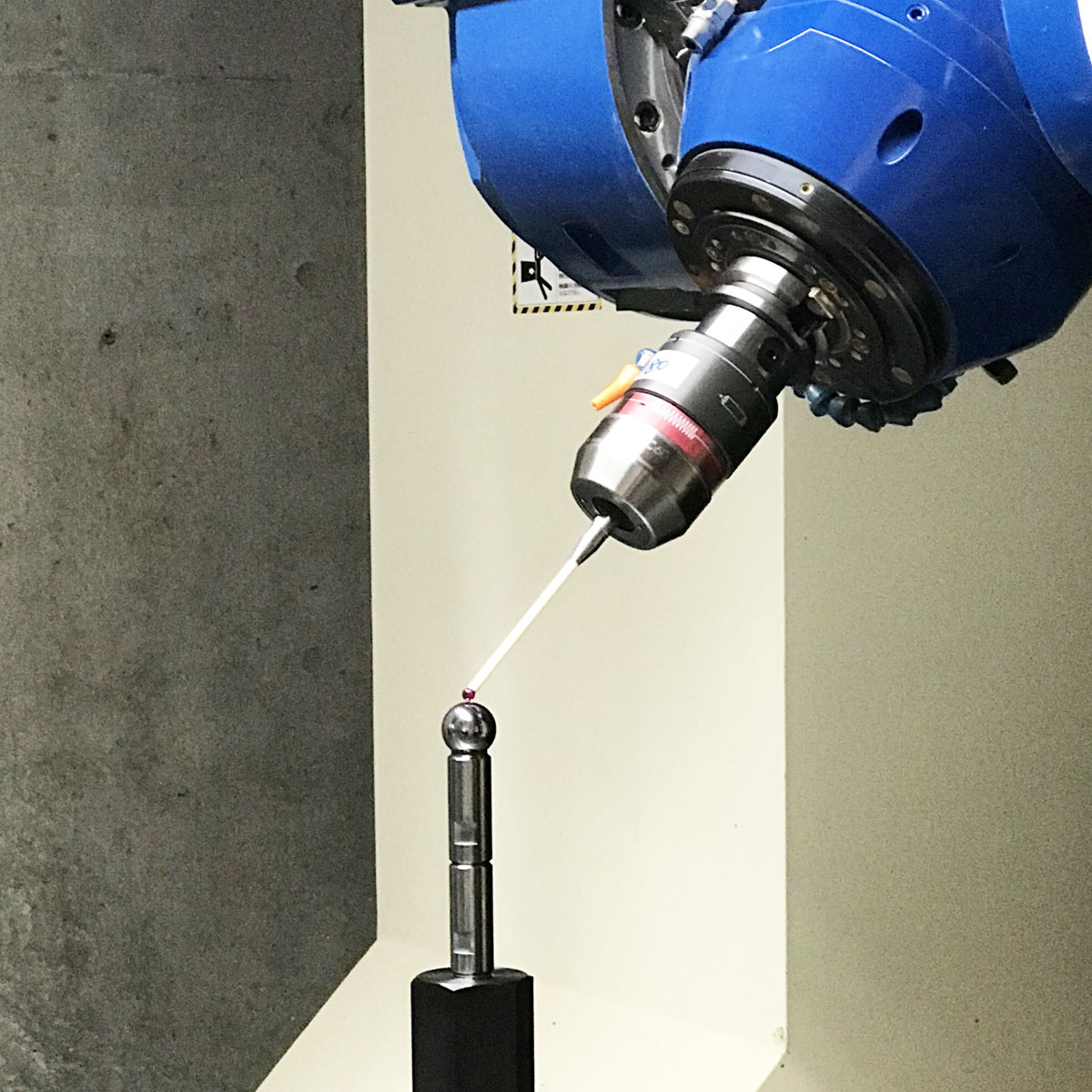
傾斜計測の精度を上げるには、基準球を使って傾斜計測の誤差を補正します。
最初に回転軸原位置(A0°C0°)で、基準球の位置を測定します。次に回転軸を計測角度に割出して(例:A45°C90°)基準球の位置を測定します。これら2つの測定値の差を傾斜計測の補正値として記録します。傾斜計測時にはその計測角度に対応する傾斜補正値を読込み、誤差を補正します。2つ以上の計測角度があるときは、使用する計測角度の補正値をまとめて測定しておく事ができます。

傾斜計測の例
傾斜計測では、下記の計測が可能です。
1点計測(任意方向に測定可能)
円計測(内径、外径)
幅計測(内側、外側)
機械のX,Y,Z軸に平行なワーク座標系での計測指令と、工具軸方向をZ軸としたプログラム座標系での計測指令が可能です。
ボール計測マクロ、5軸マシニングセンタの心出し、誤差補正でお困りの方は、お電話またはフォームからお問い合わせください。

- tel:0594-84-7378(平日 午前8時〜午後5時)
- お問い合わせフォーム
お急ぎの方、文章では説明しにくい、何をどう説明すれば良いか分からないという方はお電話がおすすめです。「ウェブで見たボール計測について聞きたい」と言っていただければOKです。精度不良、工数短縮でお困りの方、お問い合わせお待ちしております。
 基準球・基準ボールをお探しの方
基準球・基準ボールをお探しの方 タッチプローブ計測用基準リング
タッチプローブ計測用基準リング 5軸機の心出し計測・精度向上
5軸機の心出し計測・精度向上