導入事例 基準球とダイヤルインジケータで旋回中心を測定する方法【5軸調整の基本】(奈良県)
基準球とダイヤルインジケータを使えば、シンプルな手順で5軸加工機の旋回中心を求めることができます。本記事では実際に実施した作業に沿って、旋回中心の測定と調整の手順を分かりやすく解説します。今回作業を実施した機械は主軸旋回型で、Z軸回りに回転する軸がC軸、Y軸回りに回転する軸がB軸です。C軸がマスタ軸、B軸がスレーブ軸で、さらにB軸の旋回中心が傾斜している軸構成です。
目次
1. 今回の対象機

■お客様:奈良県B社
■業種:家具/建具製造
■設備機械:SHINX製 ガントリ型5軸制御NCルータ
■制御装置:FANUC Series 31i-B5
■導入時期:2026年
2. 測定準備(基準球の取付け・プログラムの作成)
基準球の振れ調整
まず、基準球を主軸に取付け、振れ調整を行います。主軸を手回ししたときに、基準球に当てたダイヤルインジケータの針が振れないように調整します。振れは0.01mm以下が目安です。振れ調整ホルダも市販されていますが、私は自作の振れ調整スリーブを使っています。嵌合の緩いスリーブに振れ調整用の止ねじを取付けたものです。

振れ調整

心出しスリーブ
基準球の工具長測定
次に、基準球の工具長を正確に測定し、工具長補正画面に入力します。工具長は球の先端ではなく、球中心までの距離です。球半径を引き算するのを忘れないようにしましょう。
測定プログラムの作成
プログラム運転で、工具先端点制御(TCP)を有効にし、回転軸を割出します。その時の基準球の動きをダイヤルインジケータで読み取ります。仮に5軸パラメータが正確に設定されていれば、回転軸をどの角度に割出しても、インジケータの針は振れないはずです。もしインジケータが振れる場合は、その振れ量から5軸パラメータの誤差を算出し、それをパラメータに加算することで、真の値に近づけます。
3. 基準球を使った旋回中心の求め方(C軸の場合)
最も基本的な例として、C軸(Z軸回りの回転軸)の測定方法を解説します。Y軸方向の3箇所の数値だけで、X方向とY方向の両方の誤差を算出できます。

旋回中心測定
測定プログラム例です。
G49 G91 G28 Z0.
G54 G90 G0 X0. Y0. C0. B0.
G43.4 H1 G90 G1 X0. Y0. Z0. F1000
G1 C90. B0.
G1 C180. B0.
G1 C0. B0.
G49
ダイヤルインジケータはY軸方向に当て、C0°でインジケータを0にセットします。
C90°でのインジケータを読みY<1>とします。
C180°でのインジケータを読みY<2>とします。
※符号は球がY軸プラスに動く向きを正とします。
以下の計算式で誤差を算出します。
X方向誤差 Ex = Y<2> / 2 – Y<1>
…NCパラメータN19712に加算
Y方向誤差 Ey = Y<2> / 2
…NCパラメータN19713に加算
再測定を行い、誤差が小さくなっているのを確認しましょう。もし、誤差が大きくなっていたら符号が逆になっている可能性があります。ずれ量が大きい場合は作業を何度かくり返してください。
4. 旋回軸が傾斜しているときの、旋回中心の求め方(傾斜B軸の場合)
次に旋回軸が斜めになっている場合です。基本的な考え方は同じですが、測定値をXYZ軸方向に分解する必要があります。ここではB軸中心が、Y軸方向からZ軸方向に40°傾いている場合の例を示します。
測定プログラム例です。
G49 G91 G28 Z0.
G54 G90 G0 X0. Y0. C0. B0.
G43.4 H1 G90 G1 X0. Y0. Z0. F1000
G1 C0. B90.
G1 C0. B-90.
G1 C0. B0.
G49
ダイヤルインジケータはZ方向から40°傾いた方向に傾けて当て、B0°でインジケータを0にセットします。
B-90°でのインジケータを読みZ<1>とします。
B90°でのインジケータを読みZ<2>とします。
※符号は球が40°傾斜したZ軸プラスに動く向きを正とします。
以下の計算式で誤差を算出します。
X方向誤差 Ex = (Z<2> - Z<1>) / 2
…NCパラメータN19709に加算
Y方向誤差 Ey = (Z<2> + Z<1>) / 2 * (-SIN (40))
…NCパラメータN19710に加算
Z方向誤差 Ez = (Z<2> + Z<1>) / 2 * (COS (40))
…NCパラメータN19711に加算
再測定を行い、誤差が小さくなっているのを確認しましょう。もし、誤差が大きくなっていたら符号が逆になっている可能性があります。ずれ量が大きい場合は作業を何度かくり返してください。
5. 旋回軸が傾斜しているときの、傾斜角度の測定方法
この機械はB軸旋回中心がY方向からZ方向に40°傾いています。しかし、この40°は設計値であり、実際の角度は40.01°あるいは39.99°のように誤差があります。それを実測して真の値をNCパラメータに設定します。
40°傾斜旋回軸
測定プログラム例です。
G49 G91 G28 Z0.
G54 G90 G0 X0. Y0. C0. B0.
G43.4 H1 G90 G1 X0. Y0. Z0. F1000
G1 C0. B180.
G1 C0. B0.
G49
ダイヤルインジケータはY方向から40°傾いた向きに傾けて当て、B0°でインジケータを0にセットします。
B180°でのインジケータを読みY<1>とします。
※符号は球が40°傾斜したY軸プラスに動く向きを正とします。
以下の計算式で角度誤差を算出します。
角度誤差 E = -ATAN (Y<1> / D) …NCパラメータN19688に加算
ここでDは、B0°の球位置とB180°の球位置の距離です。B0°のY座標Z座標をそれぞれY<0>, Z<0>、B180°のY座標Z座標をそれぞれY<180>, Z<180>とすると、次の式で求まります。
D = SQRT ( (Y<180> - Y<0>)^2 + (Z<180> - Z<0>)^2)
6. まとめ
基準球とダイヤルインジケータがあれば、5軸機の旋回中心調整は現場で対応可能です。5軸加工の精度が悪いときは、旋回中心座標を調整してみてください。また、工具長計測装置が装備されている機械は、それも同時に調整することが重要です。
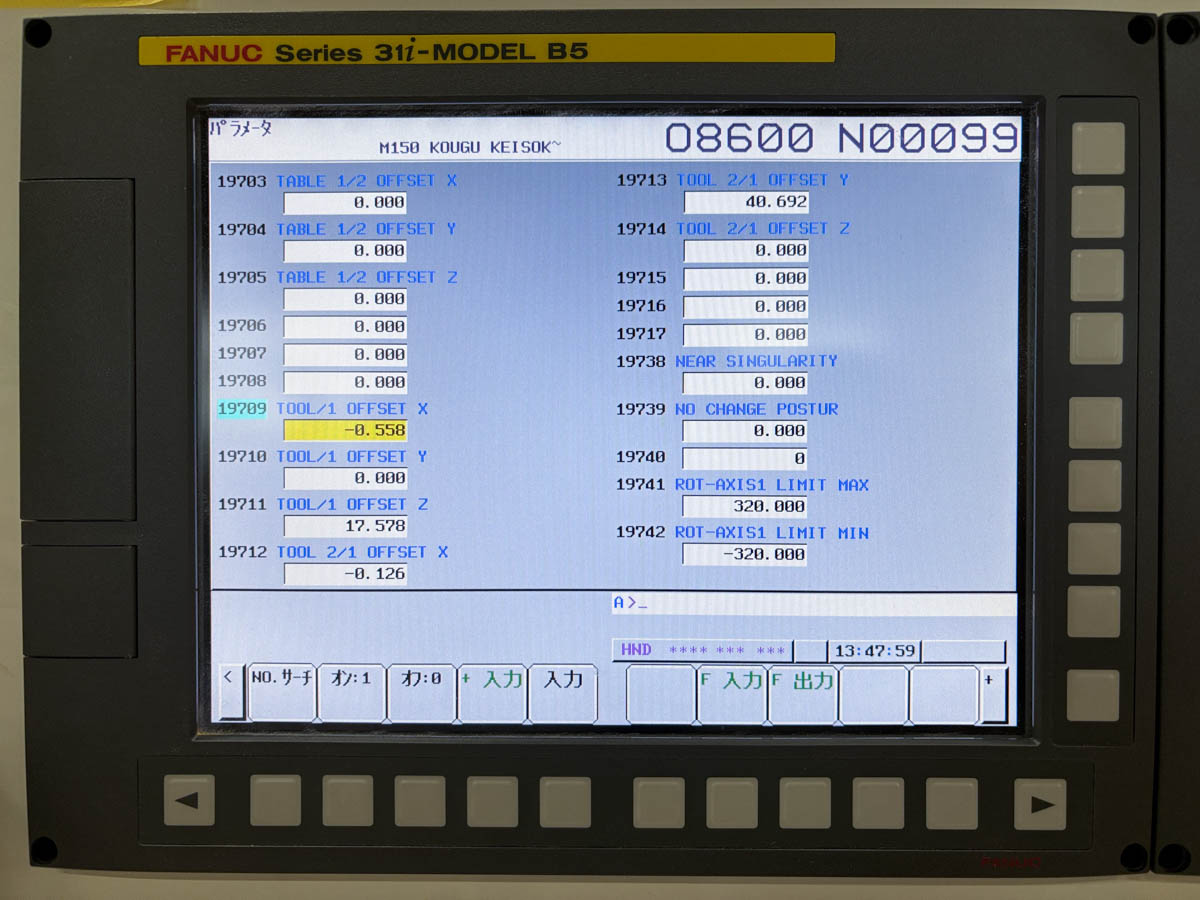
NCパラメータ
ボール計測マクロ、5軸マシニングセンタの心出し、誤差補正でお困りの方は、お電話またはフォームからお問い合わせください。

- tel:0594-84-7378(平日 午前8時〜午後5時)
- お問い合わせフォーム
お急ぎの方、文章では説明しにくい、何をどう説明すれば良いか分からないという方はお電話がおすすめです。「ウェブで見たボール計測について聞きたい」と言っていただければOKです。精度不良、工数短縮でお困りの方、お問い合わせお待ちしております。
 基準球・基準ボールをお探しの方
基準球・基準ボールをお探しの方 タッチプローブ計測用基準リング
タッチプローブ計測用基準リング 5軸機の心出し計測・精度向上
5軸機の心出し計測・精度向上