カスタムマクロの活用事例
機械変位補正
連続加工中の加工機は主軸や室温の変化によって常に変位するため、時として加工精度を維持することが難しくなります。基準ブロックをタッチプローブで計測することによって、機械変位量を自動補正することができます。また、基準工具を工具計測センサで計測することによって、機械変位量を自動補正することもできます。
タッチプローブで基準ブロックを計測し機械変位量を算出する
↓
機械変位量を自動補正して加工
↓
機械変位量を自動補正して加工
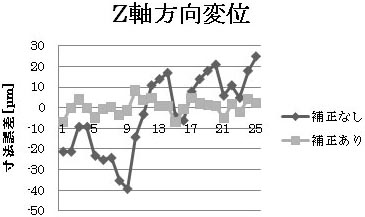
補正なし:64μm ⇒ 補正あり:15μm
計測装置を使用して機械変位を補正する方法は、精度が向上する利点がある反面、加工時間が長くなる欠点があります。計測の回数を最小にして、最大の効果を得るための方法がいくつかあります。
計測インターバルタイマ
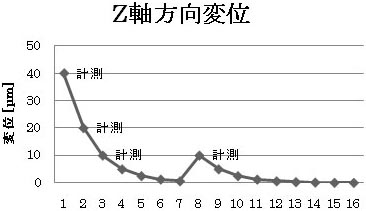
ひとつの方法は、加工開始直後は計測間隔を短くし、時間経過に従って長くする方法です。NC内部の時計と、加工時間の情報を基に測定間隔を変化させます。
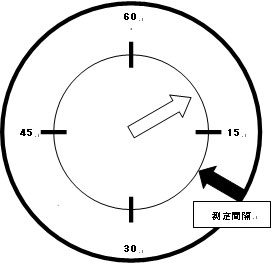
もうひとつの方法は、変位量が大きいときは測定間隔を短くし、変位量が小さくなるに従って測定間隔を長くする方法です前回、前々回の測定結果を基に、測定間隔を変化させます。
 基準球・基準ボールをお探しの方
基準球・基準ボールをお探しの方 タッチプローブ計測用基準リング
タッチプローブ計測用基準リング 5軸機の心出し計測・精度向上
5軸機の心出し計測・精度向上